新乡市半球封头模具有限公司为您免费提供福建冲压封头模具,福建冲压模具,福建冷冲压模具等相关信息发布和资讯,敬请关注!
咨询热线
186-3738-1109
186-3738-1109

影响福建封头模具加工的因素有很多,除了有材料因素、模具的设计以及质量等方面的因素外,福建封头模具的使用和维护是否恰当,也会影响封头模具的寿命和质量,因此在使用封头模具的时候要注意以下事项:
1、预热:福建热压封头模具断裂,主要是打击能量过大,模具硬度过高或模具设计不合理所造成。另外,使用前预热不好也会引起模具的断裂。所以在压形前模具必须预热,模具预热温度一般在150-350度。预热温度不得过高,预热时间不得过长,以免造成模具退火,降低模具硬度,缩短模具使用寿命。常用的预热方法有;红铁预热,煤气喷嘴预热,工频加热装置预热等;
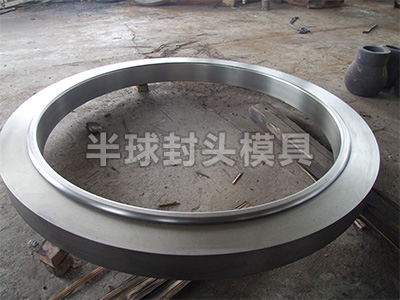
2、毛坯加热温度:毛坯应按加热工艺要求加热,压形时温度过低,模具磨损增大,直接影响模具寿命;
3、冷却:热压封头模具在压形过程中,模具温度很快升高,为防止其过热以致产生退火,模具工作温度保持在150-380度之间。为此,在压形过程中必须进行冷却。冷却方法有:压缩空气冷却及水冷却两种。
以上就是影响福建封头模具加工的因素,希望对大家有所帮助。








 186-3738-1109
186-3738-1109 
 点击咨询
点击咨询 